2024-1217-
2024-1217-
 290
290
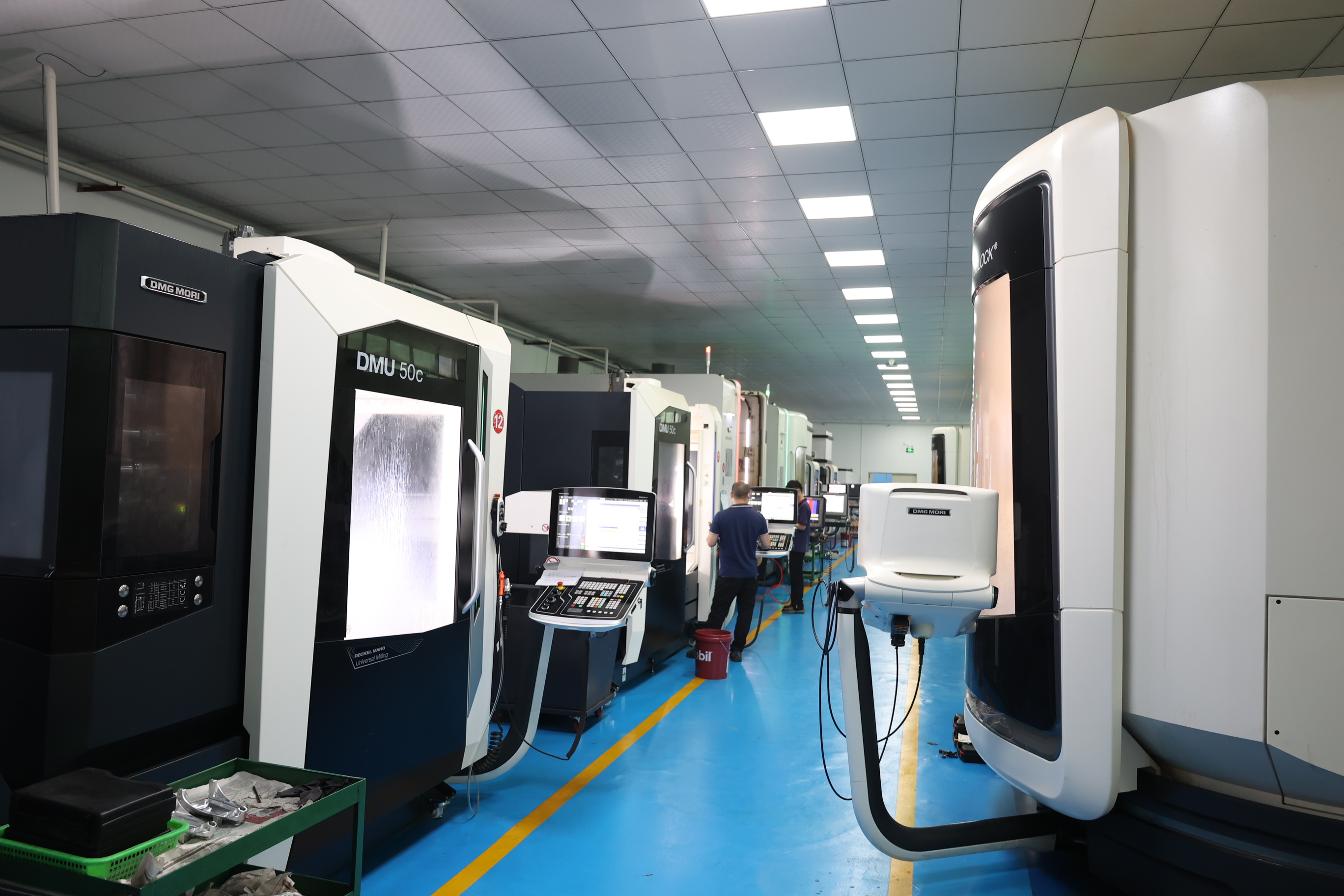
折弯是赋予钣金零件三维形态的关键一步其过程看似简单却蕴含着深厚的工艺奥秘 折弯机通过上模和下模对板材施加压力使板材在弹性变形后进入塑性变形阶段当外力撤去后板材会略有回弹因此在实际操作中需要根据材料的回弹特性过度折弯一个角度才能得到最终精确的设计角度。

精度控制是折弯工艺的核心 现代数控折弯机通过精密的光栅尺实时反馈滑块位置实现了闭环控制保证了折弯深度的精确性 折弯顺序的编排至关重要有经验的工程师会遵循由外到内由小到大避免干涉的原则规划路径错误的顺序可能导致折弯刀撞到已折好的边或者零件被模具卡住无法加工。
此外模具的选择也直接影响折弯效果 不同的下模V型槽宽度需要匹配不同的板材厚度锐角折弯和压死边需要不同的上模形状 操作员的技术水平同样关键需要熟练调整挡指定位计算折弯扣除系数并精准对准折弯线 只有将设备模具和人的经验完美结合才能折出既精准又美观的钣金件。

微信扫一扫
立即咨询

 134 2325 0707
134 2325 0707